Do you want to understand what Ra value really means? Why is surface roughness critical in modern manufacturing? How is Ra value defined and how do professionals measure it accurately? What standards determine whether a surface is acceptable or not? Where can you find a clear, visual chart to compare different surface finishes?
Ra value is a numerical indicator of surface roughness, defined as the average deviation of microscopic peaks and valleys from a mean line on a machined surface. It’s measured in micrometers (μm) or microinches, and used globally to evaluate the smoothness of a surface. Ra value is not just about appearance—it determines friction, sealing performance, wear behavior, and even coating adhesion. Ra value offers a standardized method to quantify surface finish, enabling engineers to evaluate and compare the texture of surfaces with precision.
Continue reading to explore how Ra value is defined, measured, standardized, and applied—along with a detailed chart to help you visualize surface finish with confidence.
What Is Ra Value?
Surface quality is more than just a matter of appearance—it directly affects how surfaces perform, interact, and withstand use over time. To describe this surface condition accurately, professionals use standardized roughness metrics. Among them, Ra value is one of the most recognized and widely applied. But what exactly does it represent? Before diving into charts and specifications, it’s important to understand how surface texture forms and why measuring it consistently matters. This section lays the foundation by exploring surface roughness and what the Ra value truly means.

Surface Roughness: The Foundation of Functional Fit
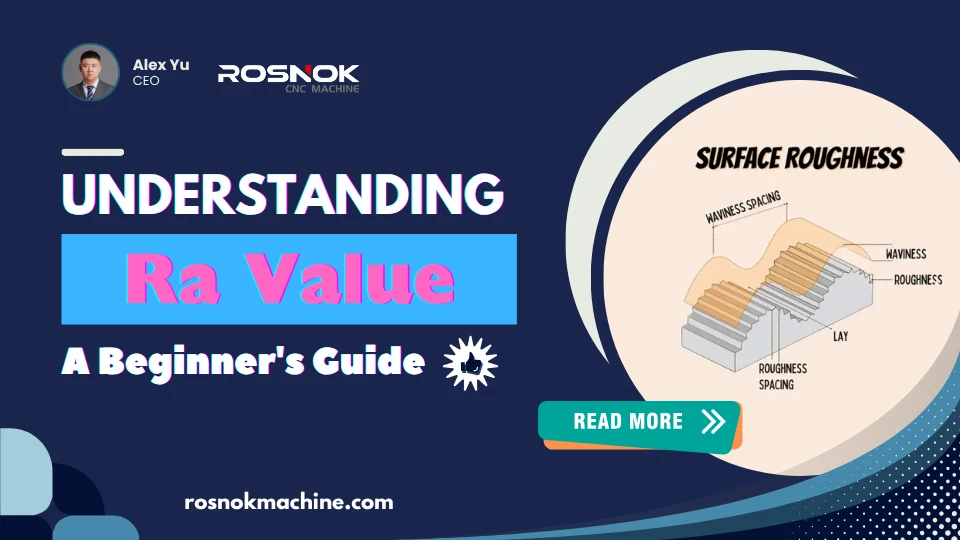
All machined or manufactured surfaces have microscopic irregularities. These are the peaks and valleys left behind by cutting tools, abrasive processes, or other forming methods. Even when a surface appears smooth to the naked eye, it still contains unevenness at the microscopic level. This texture, known as surface roughness, can influence how two surfaces fit together, how they move, or how they seal.
In precision applications, surface roughness plays a key role in determining functionality. A rough surface may create unwanted friction or wear. A surface that is too smooth may not retain lubrication or bonding agents. For this reason, engineers define surface finish standards using quantifiable metrics. Among all the available surface finish parameters, the most widely used one is Ra value.
Ra Value: Definition, Units, and What It Represents
Ra value is the arithmetic average of surface deviations measured from a mean line. It quantifies the overall texture of a surface by averaging the height of microscopic peaks and valleys over a defined length. This average is expressed in micrometers (µm) or microinches (µin), depending on the system of measurement in use.
The concept of Ra value in surface roughness measurement offers a simple yet effective way to describe surface finish. A lower Ra indicates a smoother surface, while a higher Ra suggests a rougher one. Ra value surface roughness standards are widely adopted because of their consistency and ease of interpretation. On technical drawings, the Ra value symbol is typically shown with a number followed by its unit, such as Ra 1.6 µm.
Although Ra value is not the only surface parameter available, it remains the most common due to its straightforward calculation and universal recognition. When specifying the roughness value Ra for a surface, engineers use it to ensure the correct level of surface finish for functional or aesthetic purposes. Understanding what Ra value means is essential for both designers and production teams, as it affects machining precision, material behavior, and performance requirements across a variety of applications.

Why Ra Value Matters in Manufacturing
Ra value plays a central role in determining how a surface performs in real-world applications. It affects more than just texture—it influences critical interactions like friction, sealing, wear, and surface treatments. A consistent and appropriate surface finish is often essential to ensure a product functions correctly, meets its service life, and integrates reliably with other components. This section explores why surface roughness Ra value is more than just a number and how it directly impacts product quality and reliability.
Friction, Sealing, Wear, and Coating Adhesion
Different levels of surface roughness lead to different performance outcomes. For example, a higher Ra value may result in increased friction between sliding parts, potentially causing excessive heat or wear. On the other hand, a surface that is too smooth may reduce oil retention, leading to lubrication failure. Finding the right surface finish Ra value helps balance functional requirements with performance efficiency.
In sealing applications, the surface roughness Ra value affects how tightly two surfaces come into contact. If the surface is too rough, it may not allow proper sealing. If it’s too smooth, there may be insufficient grip for gasket materials. The same applies to coating adhesion. Surface finish with the correct Ra roughness value improves mechanical anchoring and helps coatings bond more effectively. That’s why selecting a normal Ra value within the acceptable range is essential in applications involving bonding, painting, or plating.
In wear-prone environments, specifying the correct Ra value surface roughness can help extend the lifespan of a component by minimizing abrasive contact. Using the right machining Ra value is not only about surface quality but also about managing performance risks and reducing maintenance cycles. Understanding what Ra value means in surface roughness ensures the surface works—not just looks—right.
Ra in Quality Control and Engineering Standards
Ra value is one of the most commonly used surface finish parameters in technical documentation. It appears in engineering drawings, inspection plans, and supplier specifications across many industries. The surface finish Ra value symbol is often written as “Ra 1.6 μm” or “Ra Max 3.2 μm” to indicate the upper limit of roughness for a given surface.
In quality control, Ra value measurement is used to verify whether a manufactured part meets surface requirements. Tools such as contact profilometers or non-contact sensors help check Ra value accurately. Without this, two components may technically meet dimensional tolerances but still fail due to surface mismatch.
Procurement and supplier audits often rely on documented Ra value surface finish targets to ensure production consistency. Customers may reject components not because of size errors, but because of unacceptable surface conditions. A clear specification of surface roughness Ra value in advance helps align expectations between engineers, suppliers, and inspectors.
By integrating surface finish Ra value into standards and verification processes, manufacturers reduce variability, avoid costly rework, and ensure that products meet performance requirements. Whether you are referencing a machining Ra value chart or using a digital Ra value calculator, having measurable surface data is essential to maintain reliability and consistency.

How to Measure Ra Value?
Ra value measurement allows engineers and inspectors to quantify surface finish in a standardized, repeatable way. Choosing the right measurement method depends on the material, the geometry of the surface, and the required level of precision. This section introduces the two primary types of surface roughness measurement techniques—contact and non-contact—as well as key factors that influence accuracy.
Stylus Contact Profilometers (Stylus Contact Profilometers)
The most common tool used for checking Ra value is the stylus-type profilometer. It operates by dragging a diamond-tipped stylus across the surface at a constant speed. As the tip travels over microscopic peaks and valleys, a vertical displacement sensor records the surface profile, and the instrument software calculates the Ra value using the average deviation formula.
Contact profilometers are valued for their high precision and repeatability. They are especially effective for metallic surfaces, flat samples, and cylindrical parts. Many Ra value calculators and testers in industrial settings use this stylus-based system to evaluate roughness value Ra.
However, there are limitations. These devices can struggle with soft, coated, or highly curved surfaces, where the contact tip may leave marks or produce inaccurate data. Additionally, they may require careful alignment and surface preparation to ensure proper measurement. Despite these challenges, the stylus method remains a reliable solution for measuring surface finish Ra value in controlled environments.
Non-Contact Methods (Laser, Optical, White Light)
For more sensitive or geometrically complex surfaces, non-contact surface roughness measurement methods are preferred. These include laser scanning confocal microscopy, white light interferometry, and optical focus variation systems. Instead of physical contact, these systems use reflected light, interference patterns, or focal depth data to generate a 3D surface profile.
Non-contact techniques are especially useful for delicate materials, such as soft polymers, coatings, or medical-grade surfaces. They offer high resolution and the ability to measure fine surface details that contact systems might miss. In environments where speed and non-destructiveness are critical, optical roughness analysis provides an efficient alternative for assessing surface finish Ra value.
However, these systems typically require higher investment and controlled lab conditions. Environmental factors like ambient vibration, surface reflectivity, and cleanliness can influence measurement results. Therefore, while powerful, they are most effective when applied in stable measurement setups.
Factors Affecting Measurement Accuracy
Regardless of the method used, several external and procedural variables can affect the accuracy of Ra value measurement. Surface contamination—such as dust, oil, or machining residue—can distort results by interfering with the stylus or optical beam. Cleaning the sample properly before evaluation is a basic but essential step.
Another factor is measurement orientation. The direction in which the stylus or beam travels across the surface may impact readings, especially on machined surfaces with directional texture. Consistency in sampling direction ensures repeatable Ra value data.
Other considerations include sampling length, filtering settings, and instrument calibration. Many international standards specify the appropriate cutoff lengths and filters to isolate true roughness from waviness or form errors. Using consistent parameters aligned with the intended Ra value definition is necessary to compare values reliably across different machines or operators.
Even with digital tools or automated Ra value calculators, it’s important to understand that roughness measurement is not fully objective unless setup conditions are controlled. Careful attention to environmental and procedural details helps maintain the validity and repeatability of surface roughness Ra value measurement results.

How Is Ra Value Calculated and Interpreted?
Understanding how the Ra value is calculated helps demystify what the number actually means in practice. Rather than relying solely on instruments or charts, it’s important to grasp the math behind the value. This section breaks down the arithmetic process that defines roughness value Ra and explains how international standards guide its interpretation using consistent sampling and filtering principles.
Arithmetic Mean Roughness Formula Explained
The Ra value is derived using a mathematical formula that calculates the average of absolute deviations in a surface profile. Specifically, Ra is defined as the arithmetic mean of the absolute values of surface height deviations from a centerline, measured over a specific sampling length. The formal expression is:
Ra = (1/L) ∫ |y(x)| dx
Where:
- L = sampling length
- y(x) = vertical deviation of the surface from the mean line at point x
This equation essentially adds up the total vertical deviations from the centerline—regardless of whether they are above or below—and divides by the length of the measured profile. The result is a single value that summarizes the roughness of that surface. Unlike other parameters that emphasize peaks or valleys individually, Ra value provides a balanced indicator of surface texture as a whole.
To make this easier to visualize, imagine the profile of a machined surface magnified under a microscope. The tool marks form microscopic hills and valleys. The Ra value measures how “far” the actual surface deviates from an imaginary flat reference line on average. This is why it’s often referred to as surface finish Ra value, and why it is widely used in machining specifications and quality checks.
Sampling Lengths and Filtering Guidelines
Accurate measurement of Ra value depends not only on the tool, but also on how the surface is sampled. According to ISO 4287 and ISO 4288 standards, the measurement must be performed over a defined sampling length, which is a segment of the surface used for evaluation. The standard sampling length varies depending on the expected Ra value range—for example, Ra values under 0.1 µm require shorter sampling lengths than surfaces with rougher finishes.
In practice, multiple sampling lengths may be averaged to calculate a final Ra value. This is done to reduce the impact of isolated surface defects and to improve statistical accuracy. Each measured segment must be representative of the general surface condition.
In addition to sampling length, roughness measurements must apply filtering—specifically Gaussian filtering—to remove form and waviness that are not part of the true surface texture. These filters help isolate the microgeometry relevant to surface finish, so the roughness value Ra reflects only the small-scale deviations, not curvature or overall shape.
Ra value calculation is not just about using the formula—it also involves interpreting the data correctly within the scope of international surface roughness standards. Using the right sampling settings and applying consistent filters ensures that surface finish Ra value results are comparable across different machines, labs, or suppliers.

Ra Value Standards and Classification Across Industries
Surface roughness is not just a visual or performance concern—it’s also a matter of global standardization. To ensure that Ra values are defined, measured, and interpreted consistently across different regions and industries, several international standards exist. These standards not only provide the technical definition of roughness value Ra, but also outline procedures, classification thresholds, and drawing conventions. Understanding these frameworks helps ensure clear communication between designers, manufacturers, and inspectors around the world.
ISO 4287
ISO 4287 is the most widely recognized standard for defining surface roughness parameters, including Ra value. Developed by the International Organization for Standardization, it provides the mathematical definition of Ra as the arithmetic mean of absolute deviations from a mean line. The standard also specifies how to derive this measurement from surface profiles and how to report it consistently.
Under ISO 4287, Ra is always paired with a defined sampling length and evaluation method. This ensures that comparisons of surface finish Ra values between different parts, machines, or suppliers are based on a consistent measurement framework. ISO standards are often referenced directly on engineering drawings using the symbol Ra followed by a numerical value and unit, such as “Ra 3.2 µm.”

ASME B46.1
ASME B46.1 is the American standard for surface texture, established by the American Society of Mechanical Engineers. While it overlaps in concept with ISO 4287, it includes additional guidance tailored to U.S. engineering practices. This includes broader coverage of surface texture parameters, charted values, and graphical representations.
Within ASME B46.1, Ra value remains a core metric for assessing surface roughness. The standard outlines how to calculate and interpret surface finish values, and how to document them clearly for manufacturing and inspection purposes. It also specifies recommended roughness tolerances for different classes of components, helping ensure consistency across suppliers and production lines in North America.

JIS B0601
JIS B0601 is the Japanese Industrial Standard that governs the expression and evaluation of surface roughness, including Ra and other parameters. Like ISO 4287, it defines the calculation method for Ra value and sets conditions for its application. However, it also introduces unique surface finish classification grades used specifically in Japanese industry.
JIS B0601 includes graphical roughness symbols, typical Ra ranges for different surface quality levels, and reference samples. While globally many companies use ISO or ASME, understanding JIS B0601 is essential when dealing with manufacturers, tooling, or design documents originating from Japan.

Recommended Ra Ranges by Application Type
In practice, the acceptable surface finish Ra value depends on the intended function of the surface. Below are typical roughness classifications used across various industries:
- Rough machining (e.g., casting, turning): Ra 6.3–12.5 µm
- General machining (e.g., milling, drilling): Ra 1.6–3.2 µm
- Fine finishing (e.g., grinding, lapping): Ra 0.4–1.6 µm
- Mirror polishing or superfinishing (e.g., optical or sealing surfaces): Ra ≤ 0.2 µm
These values are not strict rules, but industry-accepted guidelines. The exact required Ra roughness value should always align with functional needs, material properties, and cost constraints. For design consistency, engineers often refer to a surface finish Ra value chart or table to match manufacturing processes with target specifications.
Ra vs. Other Surface Parameters (Rz, Rt, Rq)
While Ra value is the most commonly used indicator of surface roughness, it is not the only one. Engineers and metrologists use a variety of surface parameters to describe different aspects of surface texture. Understanding how Ra compares to other roughness metrics like Rz, Rt, and Rq helps in selecting the right standard for a given application. This section explains how these parameters differ in definition, sensitivity, and use case.
Parameter Definitions and Comparison
- Ra (Arithmetic Mean Roughness) measures the average absolute deviation of the surface profile from a centerline over a defined length. It provides a general sense of surface smoothness.
- Rz (Ten-Point Height) calculates the average distance between the five highest peaks and five lowest valleys within the sampling length. Unlike Ra, which averages all deviations, Rz focuses on peak-to-valley extremes, making it more sensitive to scratches or defects.
- Rt (Total Height) is the vertical distance between the highest peak and the lowest valley in a single sampling segment. It reflects the maximum surface deviation but can be skewed by outliers.
- Rq (Root Mean Square Roughness) computes the square root of the average of the squared deviations. It tends to give higher values than Ra and is mathematically more sensitive to larger deviations.
Each of these metrics describes roughness differently. Ra value gives a balanced view of texture, while Rz and Rt highlight extreme features. Rq is statistically rigorous but less intuitive to interpret. When surface finish is critical—such as in sealing, optics, or coatings—choosing between Ra, Rz, or Rq depends on what aspect of roughness matters most.
Why Ra Remains the Industry Standard
Despite the availability of many roughness parameters, Ra value continues to be the preferred standard in most industries. One reason is its simplicity—the arithmetic average is easy to understand, communicate, and document. Ra value also offers high repeatability when measured with consistent tools and settings, making it suitable for quality control across different environments.
In practical terms, Ra value is less affected by occasional surface anomalies than Rz or Rt, which makes it more stable for general production monitoring. Most surface roughness charts, drawings, and specifications use Ra as the default metric because it provides a consistent baseline for surface finish requirements.
Additionally, measurement devices and software often default to showing Ra values, reinforcing its role as the go-to standard. While specialized applications may require more detailed metrics like Rq or Rz, Ra value is widely accepted due to its balance of technical accuracy and operational simplicity.

Ra Value Chart and Visual Reference Guide
Surface finish Ra value can be difficult to interpret without a visual or contextual reference. While numeric values are useful for precision and specification, real-world application often requires visual comparison. This section provides both a standardized surface roughness Ra value chart and graphical examples to help users understand what specific Ra values actually look like and how they correspond to different machining processes.
Complete Ra Value Chart (μm / μin)
Below is a commonly referenced surface roughness chart that outlines typical Ra value ranges, corresponding visual textures, and the processes that typically produce those finishes. All values are approximate and may vary depending on material, tooling, and technique.
| Ra Value (μm) | Ra Value (μin) | Typical Surface Description | Common Process Examples |
|---|---|---|---|
| ≤ 0.1 | ≤ 4 | Mirror finish, highly reflective | Precision polishing, lapping |
| 0.2 – 0.4 | 8 – 16 | Smooth, fine finish | Fine grinding, superfinishing |
| 0.8 – 1.6 | 32 – 63 | Light machining marks visible | Precision turning, milling |
| 3.2 | 125 | Clearly visible tool marks | General turning, standard milling |
| 6.3 | 250 | Coarse finish, rough feel | Rough machining, fast feed turning |
| ≥ 12.5 | ≥ 500 | Very rough, for non-functional surfaces | Flame cutting, sand casting |
This surface finish Ra value chart is useful for quickly selecting or verifying surface roughness targets during design, quotation, or quality control stages. Engineers and machinists often refer to this table during discussions to ensure alignment on finish expectations.
Visual Surface Texture Comparison
A picture is often worth more than numbers, especially in surface texture evaluation. Below are example comparisons of various surface finishes under magnification or high-resolution imaging. Each image illustrates the tactile and optical effect of different surface roughness Ra values:
- Ra 0.2 µm: Nearly mirror-like finish, typical of high-end optical polishing.
- Ra 0.4 µm: Light-diffusing smoothness, used in sealing and bearing surfaces.
- Ra 0.8 µm: Fine machining marks visible, commonly seen in precision components.
- Ra 1.6 µm: Uniform machining pattern, typical for general-purpose parts.
- Ra 3.2 µm: Clear feed lines and grooves, acceptable for structural components.
- Ra 6.3 µm: Rough, irregular appearance, usually for non-critical areas.
Visual comparison tools, physical Ra plates, or calibrated image libraries can enhance the engineer’s or technician’s ability to specify or inspect surface roughness accurately. Using both numerical values and visual aids together improves communication and reduces interpretation errors in manufacturing environments.
How to Select and Communicate the Right Ra Value
Choosing the appropriate Ra value is not just about achieving the smoothest surface possible. In real-world engineering, the correct surface roughness specification balances functionality, manufacturability, and cost. Over-specifying or under-specifying Ra value can result in unnecessary expense or premature component failure. This section outlines how to make informed Ra value decisions and communicate them clearly across technical documents and production workflows.

Avoiding Over-Specification and Under-Specification
When a surface finish requirement is tighter than necessary, it often leads to higher machining costs, extended cycle times, and increased inspection demands. For example, specifying Ra ≤ 0.4 μm for a general-purpose bracket is excessive and may require additional polishing that adds no functional value. This is a common issue when designers prioritize aesthetics or assume “smoother is always better.”
On the other hand, specifying an Ra value that is too rough—such as Ra ≥ 6.3 μm for a sealing surface—can lead to leaks, friction damage, or coating failure. The key is to align Ra value with the actual functional need of the part, such as wear resistance, lubrication retention, or fit precision. Reference to a surface finish Ra value chart helps establish a normal Ra value range for specific applications.
When selecting a surface finish Ra value:
- Determine if surface texture directly affects fit, friction, or sealing.
- Consider the machining process’s natural finish range before specifying.
- Use industry standards or previous validated designs as a starting point.
- Validate finish requirements through prototyping or testing if possible.
This avoids costly over-specification while ensuring that under-specification does not compromise performance.
Communicating Ra Requirements in Drawings and Technical Documents
Even when the correct Ra value is selected, communication errors in technical documentation can lead to costly misunderstandings. That’s why it’s essential to follow standardized surface roughness notation when indicating Ra value in surface finish specifications.
Common ways to present surface roughness include:
- Ra ≤ 1.6 μm: Indicates a maximum roughness value not to be exceeded.
- Ra = 0.8 μm (Nominal): Suggests an ideal target value with standard tolerance.
- Ra Max 3.2 μm: Implies acceptance of anything below the upper threshold.
In engineering drawings, Ra symbols are typically accompanied by the Ra value and sometimes include direction indicators or machining method notes. International symbols (per ISO 1302) or ASME Y14.36M should be followed for consistency.
Best practices for communicating Ra value surface roughness include:
- Always place surface finish symbols near the relevant surfaces.
- Avoid ambiguous language like “smooth” or “fine finish”—use numeric values.
- Indicate whether the Ra value is a maximum, minimum, or average requirement.
- Ensure suppliers or machinists understand the surface finish Ra value chart used in specification.
By applying a consistent and standardized method, teams reduce the risk of rework, delays, or rejected parts due to surface quality misinterpretation.

Conclusion: Key Takeaways on Ra Value
Ra value is more than just a number—it’s a language of precision that enables engineers, designers, and quality professionals to define and communicate surface finish requirements across industries. From its mathematical definition and measurement techniques, to its role in quality control, manufacturing cost, and product performance, understanding what Ra value means and how to use it is essential for producing consistent, functional, and cost-effective components. Whether you are interpreting a drawing, specifying a machining requirement, or evaluating a finished part, having a solid grasp of surface roughness Ra value equips you to make more informed and reliable decisions.
For those working in precision machining environments, where surface quality directly affects product performance and reliability, applying the right Ra value isn’t just technical—it’s strategic. As a global manufacturer of CNC equipment, Rosnok provides an integrated range of machine tools—including CNC lathes, machining centers, Swiss-type lathes, vertical lathes, and pipe thread lathes—designed to meet demanding surface finish standards. With stable performance, high-precision control, and versatile configuration options, Rosnok machines support users worldwide in achieving consistent surface roughness Ra values across complex manufacturing tasks.





